
جوشکاری زیر پودری، که با نام روش SAW نیز شناخته میشود، یکی از روشهای مدرن و پرکاربرد در صنعت جوش است. این فرایند به کمک قوس الکتریکی و پودری مخصوص انجام میگیرد که روی سطح جوش را میپوشاند. ویژگیهای جوش زیرپودری، مانند کیفیت بالا، استحکام زیاد و امکان اتوماتیکسازی، این روش را از دیگر روشهای جوشکاری متمایز میکند.
برخلاف برخی روشهای دیگر، در جوشکاری زیرپودری قوس الکتریکی مخفی است و این قابلیت استفاده از شدت جریانهای بالا را فراهم میسازد. این تکنیک ساده به نظر میرسد اما نیازمند آشنایی با جزئیات و تجهیزات خاص است. در این مطلب٬ با فرایند، مزایا، چالشها و کاربردهای جوش زیرپودری بیشتر آشنا خواهید شد.
اگر برای انجام پروژه های خود نیاز به متخصص این مهارت دارید٬ به بازار آنلاین خدمات سنجاق سربزنید تا بهترین متخصص جوشکاری زیرپودری را در شهر خود پیدا کنید.
آنچه در این مطلب میخوانیم:
فرایند جوشکاری زیرپودری چگونه است؟
مکانیزم کار جوشکاری زیرپودری
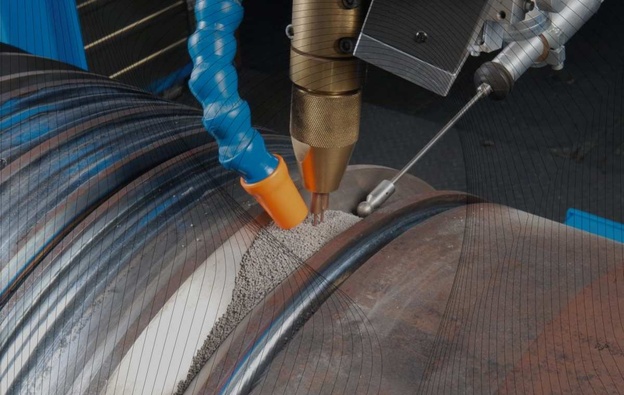
فرایند جوشکاری زیرپودری شامل استفاده از یک الکترود مصرفی و پودری به نام فلاکس است. قوس الکتریکی بین الکترود و قطعه کار ایجاد میشود و باعث ذوب شدن فلز پایه و سیم جوش میگردد. نکته این روش این است که قوس الکتریکی کاملاً زیر لایهای از فلاکس پنهان است. این لایه پودری نقش جلوگیری از آلودگی جوش به اکسیژن و نیتروژن هوا و فراهم کردن شرایط بهینه برای تشکیل یک اتصال قوی و بدون نقص را دارد.
مراحل فرآیند
تامین فلاکس و الکترود
فلاکس بهصورت گرانول روی خط اتصال ریخته شده و الکترود که معمولاً یک سیم فولادی است، به صورت پیوسته از قرقره خارج میشود. فلاکس به عنوان عایق اولیه عمل میکند و قوس الکتریکی زیر آن شکل میگیرد.
ایجاد قوس الکتریکی
جریان الکتریکی از یک منبع تغذیه (معمولاً ترانسفورماتور یا رکتیفایر) به الکترود منتقل میشود و بین سیم جوش و قطعه کار قوس ایجاد میکند. این قوس، گرمای لازم برای ذوب فلز را تأمین میکند.
تشکیل حوضچه مذاب
حرارت حاصله باعث ذوب شدن فلز پایه و الکترود میشود و حوضچهای مذاب تشکیل میگردد. این حوضچه توسط فلاکس ذوبشده پوشیده شده و از آلودگیهای خارجی محافظت میشود.
سفت شدن اتصال و جمعآوری فلاکس
پس از سرد شدن حوضچه مذاب، یک جوش مستحکم تشکیل میشود. قسمتی از فلاکس که ذوب نشده است، توسط دستگاهی مخصوص جمعآوری شده و دوباره قابل استفاده میشود. این ویژگی، اقتصادی بودن این روش را توجیه میکند.
استفاده از روش SAW یا همان جوشکاری زیرپودری، ترکیبی از کیفیت بالا، صرفهجویی در زمان و دقت فوقالعاده را فراهم میکند. پوشیده بودن قوس الکتریکی این امکان را میدهد که شرایط کاری جوشکار ایمنتر و بهینهتر باشد.
بیشتر بخوانیم: راهنمای کامل انواع جوشکاری

مزایا و چالشهای جوش زیرپودری
جوشکاری زیرپودری یا روش SAW یک روش جوشکاری قوسی بسیار کارآمد است. ین روش با ایجاد قوس بین یک الکترود مصرفی و قطعات فلزی، جوشی مستحکم و با کیفیت تولید میکند. اما مانند هر فناوری دیگری، این روش هم دارای مزایا و چالشهایی است که در ادامه به آنها میپردازیم.
بیشتر بخوانیم: جوشکاری آرگون چیست؟
مزایای جوش زیرپودری
یکی از مهمترین مزایا، کیفیت بالای جوش زیرپودری است. پوشش پودری که بر روی قوس قرار میگیرد، فلز مذاب را از هوا و آلودگیها محافظت میکند. این ویژگی باعث کاهش عیوب جوش و تولید جوشهای یکنواخت و مقاوم میشود. به همین دلیل این روش در پروژههایی که استحکام جوش اهمیت زیادی دارد، بسیار پرکاربرد است.
از دیگر ویژگیهای جوش زیر پودری٬ سرعت بالای این روش است. در روش SAW، تغذیه مداوم الکترود و فرآیند خودکار باعث کاهش زمان جوشکاری میشود. این ویژگی در پروژههای بزرگ و طولانی، مثل ساخت سازههای فولادی یا لولههای طویل، تاثیر زیادی در کاهش هزینههای نیروی کار دارد.
ایمنی بیشتر برای اپراتور نیز قابل توجه است. در جوشکاری زیرپودری، قوس الکتریکی زیر لایهای از پودر پنهان میشود که باعث کاهش دود، جرقه و نور مزاحم میگردد. این شرایط محیط کاری ایمنتر و راحتتری برای جوشکار فراهم میکند، که در طولانیمدت به بهبود سلامت کاری آنها منجر میشود.
چالشهای روش SAW
روش SAW کاملاً بدون مشکل نیست. یکی از بزرگترین چالشها، محدودیت در موقعیتهای جوشکاری است. این روش بیشتر برای سطوح افقی و مسطح مناسب است و در جوشکاری عمودی یا بالاسری کارایی کمتری دارد.
هزینه اولیه تجهیزات نیز یکی از معایب اصلی است. دستگاههای مورد استفاده در جوش زیرپودری اغلب خودکار و پیشرفته هستند که هزینه بالایی برای تهیه تجهیزات و راهاندازی اولیه به همراه دارند. به همین دلیل، ممکن است برای پروژههای کوچک یا کارگاهها انتخاب اقتصادی مناسبی نباشند.
علاوه بر این، جوشکاری زیرپودری برای فلزات نازک مناسب نیست. حرارت بالای تولید شده در این روش میتواند باعث تغییر شکل یا آسیبهای ساختاری در فلزات با ضخامت کم شود. به همین دلیل، این روش بیشتر برای قطعات ضخیم و سنگین کاربرد دارد.
در نهایت، جوش زیرپودری یک روش قابل اعتماد و موثر برای پروژههای بزرگ و سنگین است. با شناخت دقیق مزایا و معایب جوش زیرپودری، میتوانید تصمیمات بهینهتری برای استفاده از این روش بگیرید.
تجهیزات مورد نیاز برای جوش زیرپودری
برای اجرای فرآیند جوش زیرپودری (SAW)، تجهیزات تخصصی و ویژهای لازم است که هر کدام نقش کلیدی در کیفیت نهایی جوشکاری ایفا میکنند. مهمترین تجهیزات مورد نیاز برای جوش زیرپودری موارد زیر است .
دستگاه یونیت جوش زیرپودری
اصلیترین بخش هر دستگاه جوش زیرپودری، منبع تغذیه برق است. این منبع میتواند جریان مستقیم (DC) یا متناوب (AC) فراهم کند. در بیشتر موارد، دستگاههای با توان ۱۰۰۰ آمپر یا بیشتر برای پروژههای بزرگ استفاده میشوند. توان بالای این دستگاهها باعث دستیابی به نرخ بالای لایهگذاری فلز در فرآیند جوش میشود.
دستگاه سیمخوران
یکی دیگر از اجزای مهم تجهیزات جوش SAW، واحد سیمخوران (Wire Feeder) است که سیم جوش را با سرعت مناسب به قوس جوش میرساند. این دستگاه باید توانایی مدیریت سیمهایی با قطر بالا را داشته باشد، زیرا در جوش زیرپودری معمولاً از سیمهایی با قطر زیاد استفاده میشود. همچنین کنترل دقیق سرعت سیمرسانی، تاثیر زیادی بر کیفیت و یکنواختی جوش دارد.
هد جوشکاری و سیستم حمل
هد جوشکاری بخشی از دستگاه است که جریان برق را به سیم جوش انتقال میدهد و وظیفه هدایت سیم به نقطه جوش را دارد. در پروژههای بزرگ، معمولاً این هدها روی تراکتورهای ویژهای نصب میشوند که توانایی حرکت روی سطح کار را دارند. این سیستم مکانیزه نقش اساسی در افزایش دقت و کاهش زمان جوشکاری زیرپودری دارد.
هاپر فلکس
برای محافظت از قوس جوش و جلوگیری از ورود عناصر مضر هوا مانند اکسیژن به فلز مذاب، از پودری به نام فلکس استفاده میشود. هاپر فلکس دستگاهی است که پودر فلکس را بهصورت یکنواخت روی قوس پخش میکند. در سیستمهای پیشرفته، فلکس باقیمانده مجدداً جمعآوری و بازیافت میشود.
تراک و رابط تراک
برای حرکت دقیق دستگاهها در مسیر جوش، از تراکها استفاده میشود. تراکها قابلیت حرکت روی سطح کار را دارند و توسط رابط تراک به دستگاه یونیت متصل میشوند. این تجهیزات به خصوص در جوشکاری مخازن و سازههای بزرگ صنعتی که نیاز به حرکت مداوم دارند، بسیار حیاتی هستند.
تجهیزات حفاظتی
در مقایسه با اکثر فرآیندهای جوشکاری، جوش زیرپودری دود و جرقه کمتری تولید میکند. با این حال، استفاده از دستکشهای ضخیم، کفش ایمنی، و محافظ چشم برای عملیاتهای جانبی مانند پاککردن سرباره جوش توصیه میشود. در هنگام کار با دستگاهها و پودر فلکس، استفاده از ماسک تنفسی نیز ضروری است.

کاربردهای جوشکاری زیرپودری
جوشکاری زیرپودری (SAW)، به دلیل کیفیت بالا، عمق نفوذ عمیق و امکان جوشکاری با سرعت بالا، انتخابی ایدهآل برای بسیاری از پروژههای پیچیده محسوب میشود.
صنعت ساخت و ساز: در ساخت و ساز، جوش زیرپودری برای اتصال قطعات فولادی در پروژههای بزرگ مانند پلها، ساختمانها و مخازن ذخیره به کار میرود. کیفیت و استحکام این نوع جوش باعث میشود که سازهها بتوانند بارهای سنگین و شرایط سخت محیطی را بدون مشکل تحمل کنند.
خطوط لوله: جوش SAW در ساخت خطوط لوله نفت، گاز و دیگر سیستمهای فشار قوی اهمیت ویژهای دارد. جوشهای حاصل از این روش با نفوذ عمیق و استحکام کافی، به لولهها توان مقاومت در برابر فشارهای بالا و سیالات خورنده را میدهند.
کشتیسازی: در کشتیسازی، این روش برای اتصال بدنه و عرشه کشتیها حیاتی است. کیفیت و سرعت بالای جوش زیرپودری، ساخت کشتیهای بزرگ و مقاوم در برابر شرایط شدید دریایی را تسهیل میکند.
تولید ماشینآلات سنگین: از جوش زیرپودری برای ساخت ماشینآلاتی همچون دیگهای بخار، مبدلهای حرارتی و ابزارهای صنعتی بزرگ استفاده میشود. این نوع جوشکاری به دلیل قدرت اتصال بالا، عمر مفید این تجهیزات را افزایش میدهد.
صنعت خودرو: در صنعت خودرو، جوشهای SAW برای ساخت شاسی و دیگر بخشهای بدنه خودرو کاربرد دارد. این جوشها تضمینکننده یکپارچگی ساختاری خودرو و مقاومت بیشتر در برابر ضربه و لرزش هستند.
سایر صنایع: جوش زیرپودری در صنایع دیگری نظیر تجهیزات ریلی، توربینهای بادی و سازههای آفشور نیز کاربرد دارد. توانایی این روش در پیادهسازی جوشهای قدرتمند و کارآمد، آن را به یک انتخاب محبوب در صنایع سنگین تبدیل کرده است.
جمعبندی
جوش زیرپودری (SAW) با کیفیت بالا، سرعت و امکان اتوماسیون، به انتخابی ایدهآل برای صنایع سنگین و پروژههای بزرگ تبدیل شده است. از ساخت پلها و کشتیها گرفته تا خطوط لوله نفت و گاز، این روش توانسته با ارائه اتصالات قوی و بادوام، نیازهای پیچیده صنعتی را پاسخ دهد.
اگر به دنبال کیفیت قابل اعتماد و خدماتی حرفهای در زمینه جوشکاری هستید، بازار آنلاین خدمات سنجاق آماده رفع این نیاز شماست. همین حالا به سایت سنجاق مراجعه کنید تا پروژههای خود را با کیفیت برتر و قیمت مناسب به انجام برسانید!


